This section describes the different steps followed to produce a Night Stand Lamp using various material produced on multiple digital fabrication tools. Those steps show how you can combine multiple materials to produce a single product.
Step – 1 : Download the Design
In order to Laser Engrave and Cut any object, you need to have its digital design. This is to be done using any Computer Aided Design (CAD) software. In this example, the design was shared for free on https://3axis.co/, a website contains many open-source designs that can be downloaded and produced directly. You can find the design file on the links above.
The pieces were designed to be produced using multiple digital fabrication technologies: CNC Milling and Laser Cutting and different material.
Step 2: Open the file in AutoCAD, create custom stand.
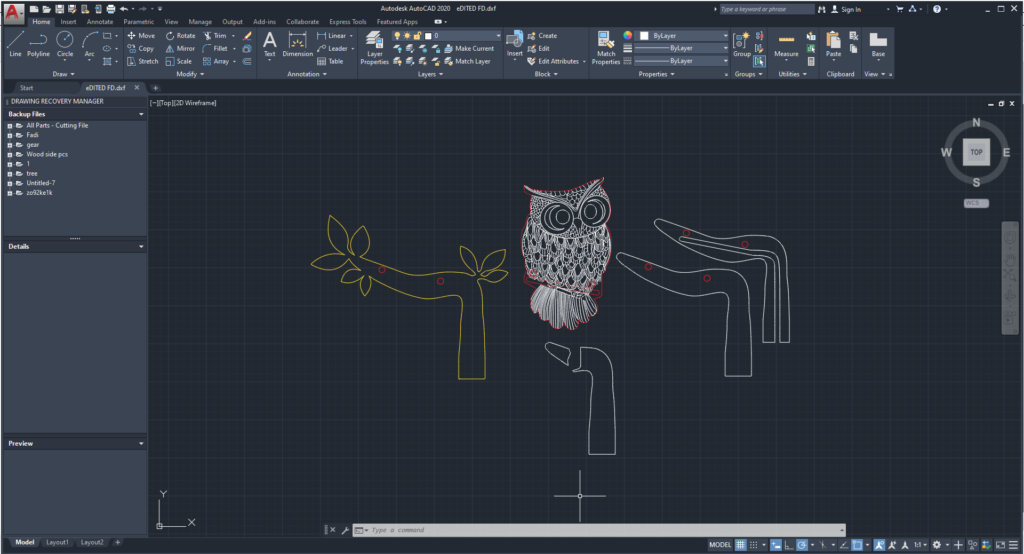
After downloading the design, the next step is to double check on the design, and edit dimensions if needed, or add more parts, then save in DXF file so we can Import it later to the VCarve Software.
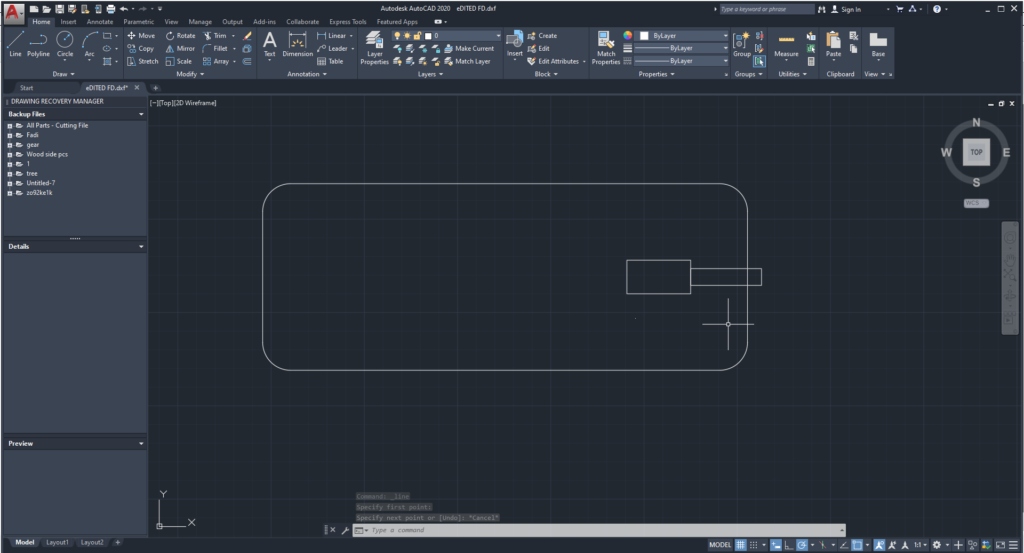
A custom base was added to the design, as well as extra middle pieces.
Step – 3: Import Design & Prepare Your File for the Laser Engraving & Cutting Job
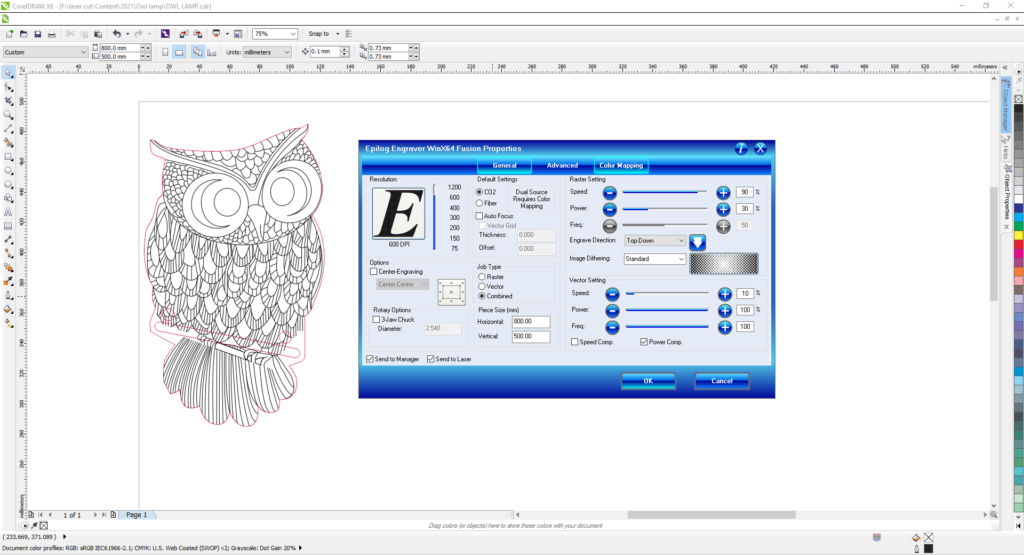
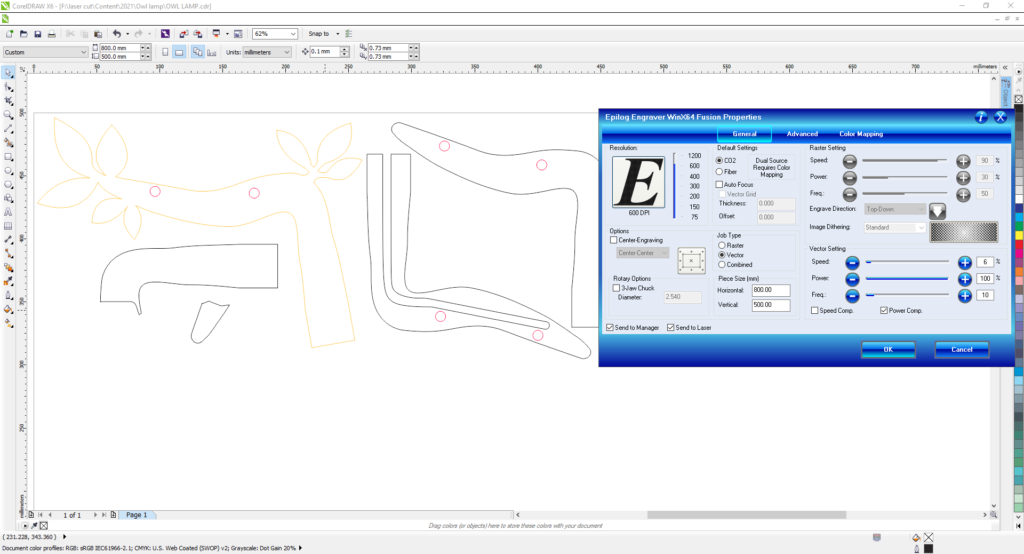
To prepare the Laser Cutting job, you should open the digital design file in a preparation software and choose the best settings that would achieve the best final result. In this example, we used Corel Draw as a preparation software.
- Import the digital design file into CorelDraw by selecting “File” > “Import” > Choose you file from location.
- Choose Your Material: Typically you may have an idea about what kind of material you will use before you laser cut. This is very important to choose the best settings required for the chosen material. Preferred settings for different material can be found in the Machine’s Catalogue. Best settings are usually chosen based on experience and previous tests done. In this example we will be using 5mm Plywood and 5mm Clear Acrylic.
- Select the outline as “Hair Line”: We select “hair line” for the lines that we want to be cut, in our case the outline circles, and we select “ none “ for the objects that we want to engrave.
- Choose Job Type: “Combined” was selected, as we are both engraving and cutting in this example.
- Choose Your Cutting Parameters: The next step is then deciding on the different parameters for engraving (Raster Settings) and cutting (Vector Settings). We have to choose the best settings we need to have the best result. There are different variables that affect the final product coming out of the Laser Cutter. Among those variables are the Power, Speed, and DPI. In this example the following settings were used:
- Raster Settings: Speed: 90%, Power: 30%
- Vector Settings: Speed: 10%, Power: 100%, Frequency: 10
- Forward the Job: After choosing all the variables, send the order to the laser cutter. But before pressing Play on the Laser cutter, we have to manually set it up the printer with respect to the material we intend to use.
Step – 4: Set Up The Laser Cutter
After preparing the file and the relative settings we need, the next step is to place the material we want in the laser cutter and set it up according to the thickness of the material.
To cut and engrave on our laser cutter, the following procedure was followed:
- Set the focus of the laser using the V shaped Gauge.
- Set the zero position of the laser on the top left corner of the Acrylic sheet.
- Turn On the Air compressor and ventilators .
Step – 5: Perform the Engraving & Cutting job
Press the play button on the laser cutter, and voila, it starts cutting.
Step – 6: Remove Your Parts
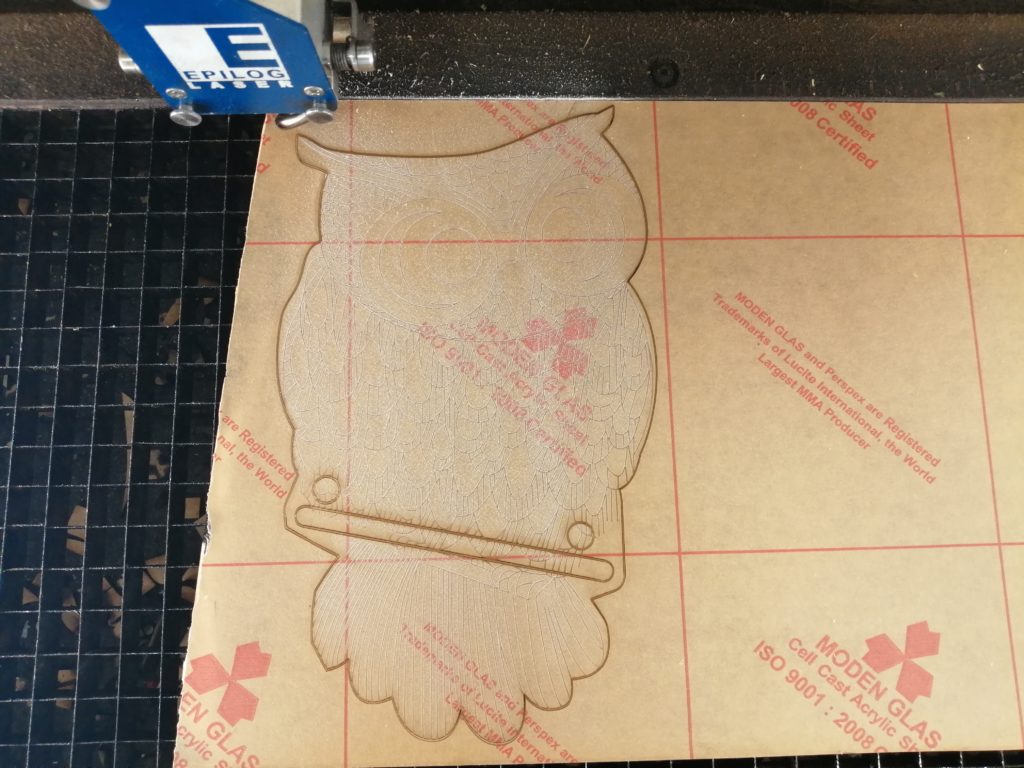
Remove the parts from the cutting bed after it cools down and all the fumes are sucked out of the machine.

Next, carefully remove the film from the acrylic sheet.
Step 7: Prepare G-Code on V-Carve
After that, the next step was to prepare the g-code based on our design.
The steps to set up V-Carve are as follows:
7-a: Perform the Job Setup based on Material Dimensions
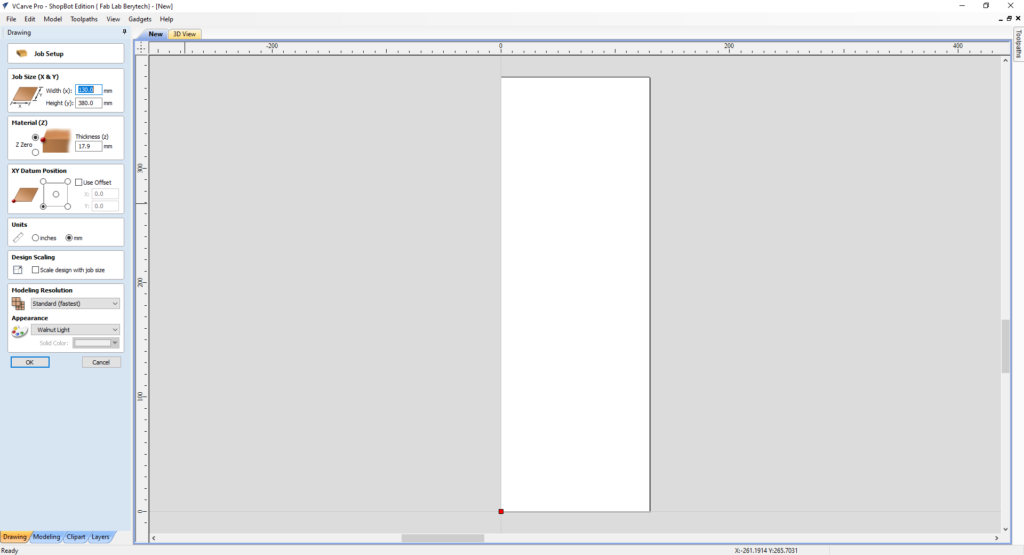
Start by setting up the dimensions of the material that you will be using. Take into consideration the lost area because of the screws used to fix the board:
- Enter the Width (x) & Height (y) for the material you are using.
- Enter the Thickness (z) for the material you are using.
- Choose the XY Datum position, which is the Zero position on the CNC machine.
When everything is set, press “OK”.
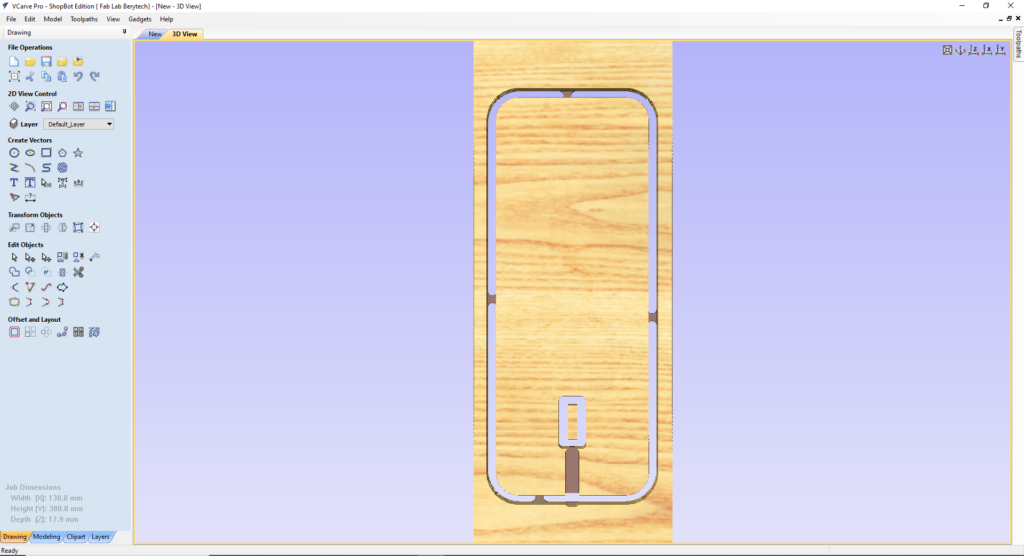
7-b: Import your 2D vector file and Choose the Best Orientation
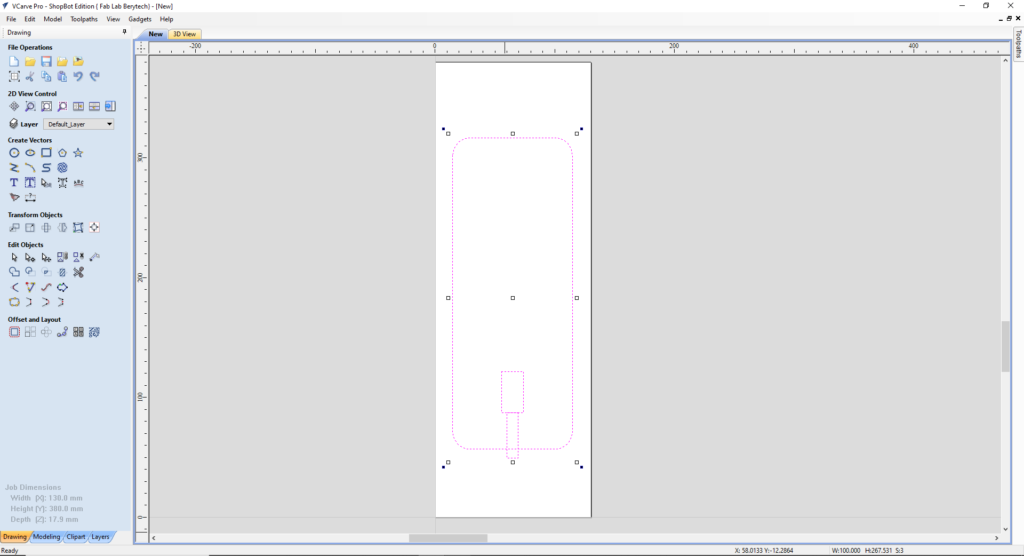
In order to generate the toolpath for the milling job, insert the dxf file into V-Carve as follows:
- Import the DXF file by selecting: “File” > “Import” > “Import Vectors” > Choose the 2D Model
- Move your design to your preferred position of the material you are milling.
When everything is set, press “OK”.
7-c: Prepare the Pocketing Toolpath
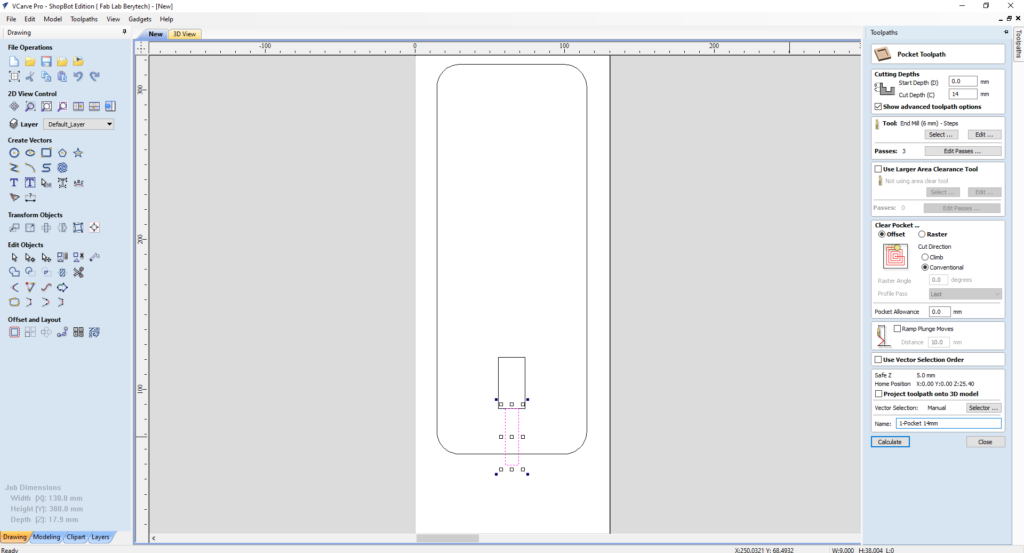
After setting the position of the model, prepare first the pocketing toolpath for the model:
- Select the “Pocket Toolpath” button
- Select the tool used for roughing. In this example, we used a 6mm Diameter End Mill.
- Choose the Machining cut depth. In this example we choose the cut depth to be 14mm.
- Choose your preferred pocketing technique. You can use “offset” or “raster”. In this example we used the “offset” option.
- Add Ramps if needed, to reduce the load on the tool.
When everything is set, press “Calculate”, to calculate your toolpath.
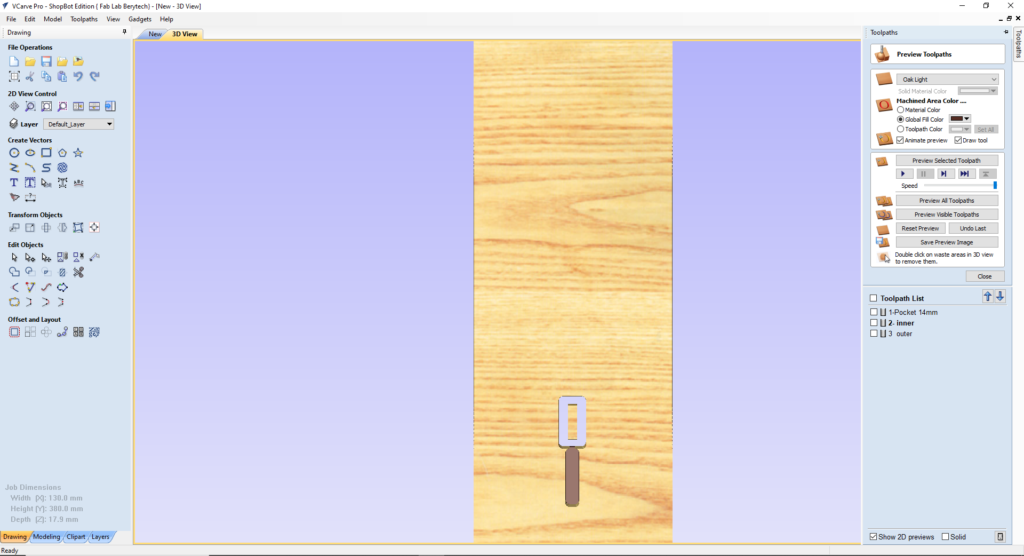
Select the “Preview Toolpath” button, to visualize the milling job, and make sure the results are as expected. The 3D preview mode also allows the job to be viewed in different material types with the option to paint the machined regions with a Fill Color. If you notice any problems in the preview, make sure to go back and review all your settings to make sure that everything is running fine.

7-d: Prepare the Internal Profile Toolpath
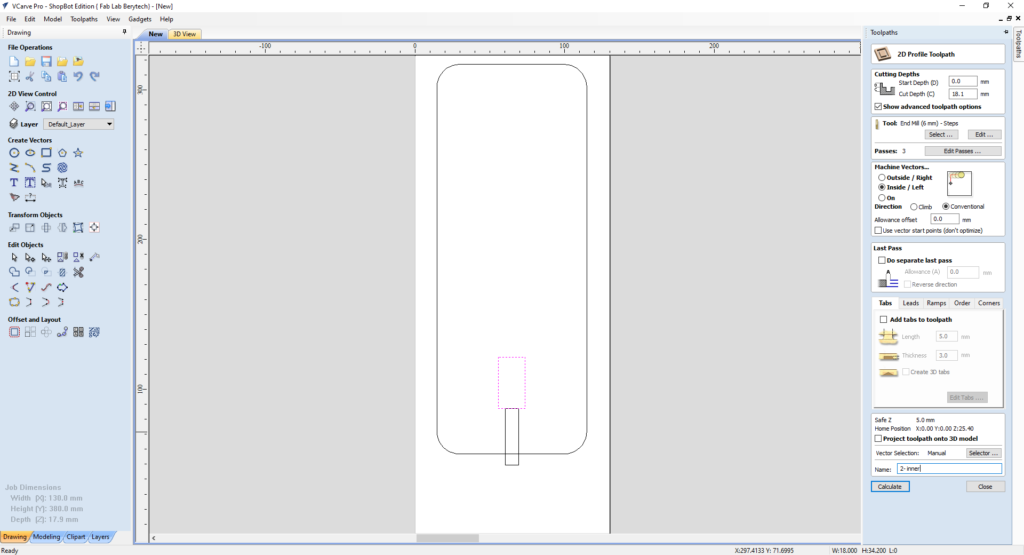
After setting the pocketing toolpath, prepare first the internal outline toolpath for the parts:
- Select the “2D Profile Toolpath” button.
- Select the vectors required for cutting.
- Choose the Start Depth and Cut Depth. In this example we used 18.1mm, as a cut depth, as the board we are using is 18mm thick.
- Select the tool used for outline cutting. In this example, we used a 6mm Diameter End Mill.
- Choose your preferred machining tool position with respect to the chosen outline vector. In this example we choose the “Inside” option, so that the tool cut the material inside the outline vector.
- Add tabs to the toolpath to keep the part in position and connected to the main body, to prevent it from moving and getting loose. Those tabs will be removed manually after milling to remove the part.
When everything is set, press “Calculate”, to calculate your toolpath.
Select the “Preview Toolpath” button, to visualize the milling job, and make sure the results are as expected. If you notice any problems in the preview, make sure to go back and review all your settings to make sure that everything is running fine.
7-e: Prepare the External Profile Cutting Toolpath
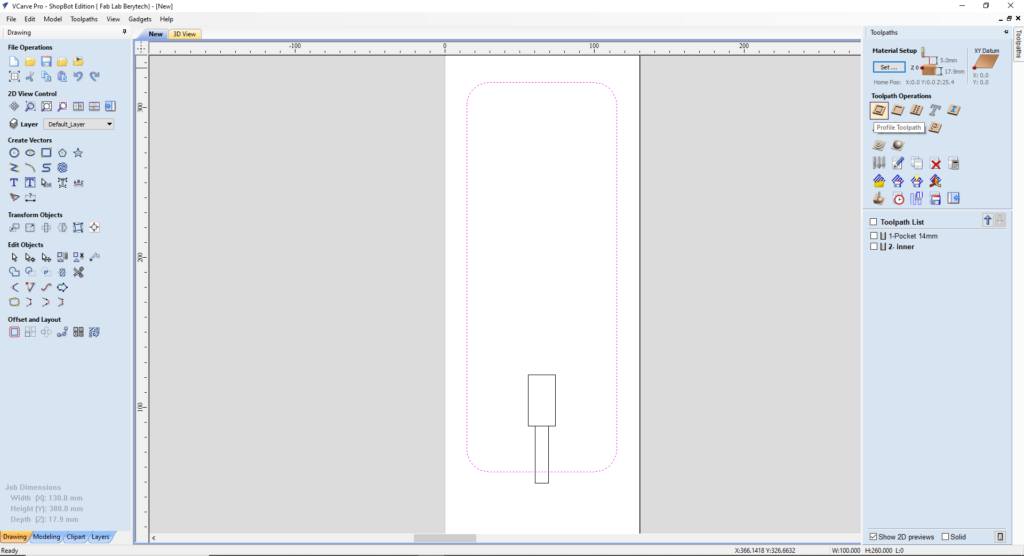
After preparing the Pocketing and Internal profile toolpaths, the last step is to cut the model from the material body. To do that, prepare the 2D profile toolpath for the model:
- Select the “2D Profile Toolpath” button.
- Select the model outline as the vector followed for cutting.
- Choose the Start Depth and Cut Depth. In this example we used 18.1mm, as a cut depth, as the board we are using is 18mm thick.
- Select the tool used for outline cutting. In this example, we used a 6mm Diameter End Mill.
- Choose your preferred machining tool position with respect to the chosen outline vector. In this example we choose the “Outside” option, so that the tool cut the material outside the outline vector.
- Add tabs to the toolpath to keep the part in position and connected to the main body, to prevent it from moving and getting loose. Those tabs will be removed manually after milling to remove the part.
When everything is set, press “Calculate”, to calculate your toolpath. Select the “Preview Toolpath” button, to visualize the milling job, and make sure the results are as expected. If you notice any problems in the preview, make sure to go back and review all your settings to make sure that everything is running fine.
7-f: Check the Total Machining Time
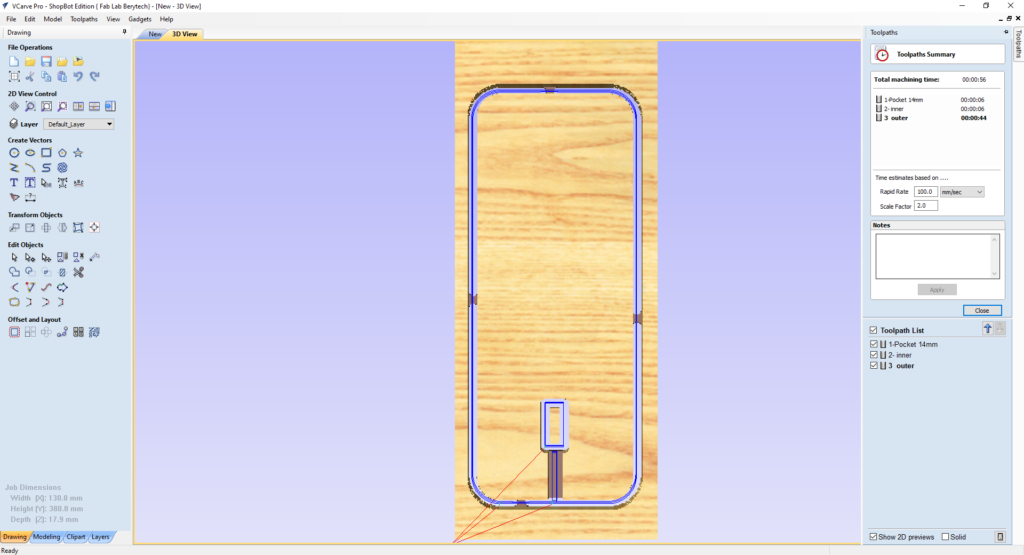
Check how long each machining toolpath will take, to estimate how much time it requires for production.
To do that, select the “Toolpaths Summary” button In this example, the whole milling process takes around 1 mins. Please note that the real production time includes the time that you take to fix the material, set the zero position for the machine, changing the milling bit between jobs, and removing the part once it is done.
7-g: Save the Roughing and Smoothing Toolpath
After doing the roughing, smoothing and cutting toolpaths, save the toolpath files in your dedicated folder.
To do that, select the “Save Toolpath” button. This option allows toolpaths to be saved in the appropriate file format needed to drive the CNC machine.
Step 8: Prepare the CNC Machine and Zeroing the Tool Position

Next we need to set the zero position for the machine on the board we are using.
To do so, we need to follow those steps.
- Manually move the router to the desired X and Y position, and then zero the X and Y from the control panel
- Zero the Z-Axis using the automatic zeroing option on the Shopbot software. The plate is positioned under the router on the surface of the board, and the “Z-zero” button is selected. The process is fully automated
Step 9: Perform the Milling Job
Next we perform the milling job. Just import the G-code to the Shopbot software and launch the job. The video illustrates the milling job. The final parts are shown below.

Step 10: Remove the Milled Parts

Once the parts are ready, cut all tabs using a Wood Chisel. After that clean the surface of the newly cut parts using a sand paper to remove any unwanted wood chips.
Step 11: Prepare all required components

Prepare all the needed components to assemble you lamp. In this case, we needed wooden wedges to join both parts together without loosing precision. We also needed LED strips that we soldered directly to a 12V power supply. To turn on the lamp, you simply plug it in the wall.
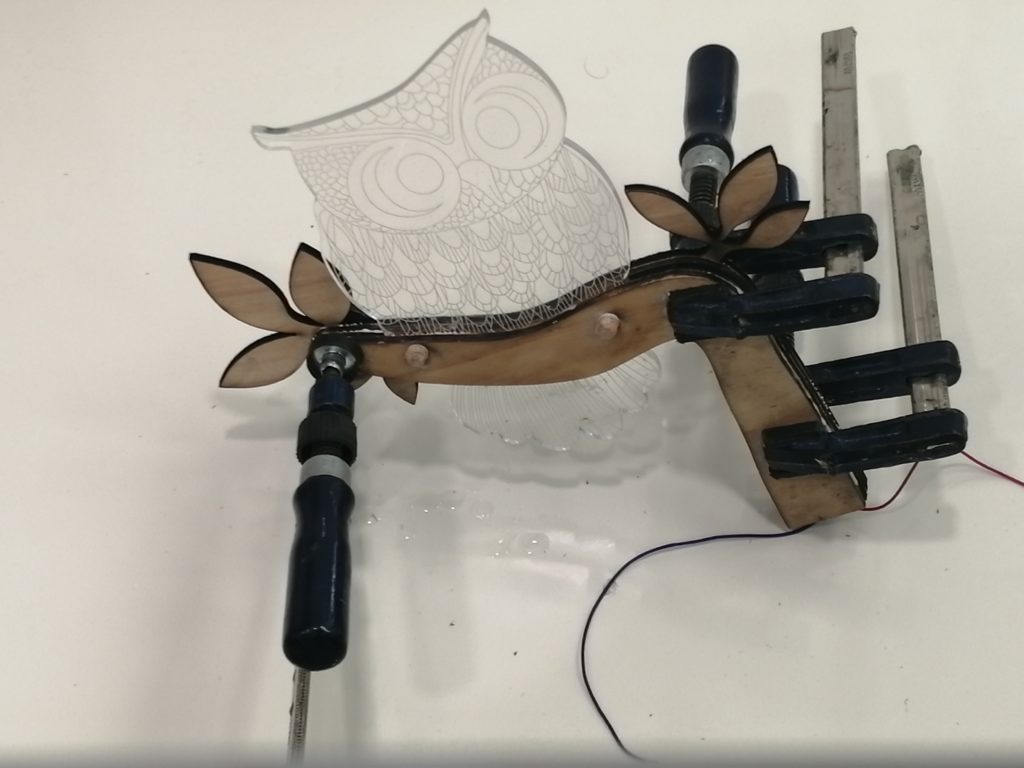
Step 12: Assemble the pieces

The final step is to assemble all the pieces together to form the lamp.
To do that, glue the different parts together using a wooden glue and with the help of some clamps, then wait for it to dry.
After that remove the wood clamps, and then remove any wood chips or extra glue using sand paper. Insert the new part in the base and glue both parts together. Then wait till it dries.

Next cut the extra wood wedges and then grind the wood surface to have a nice finish as shown in the image below.

Below you can see the final result.

Step 13: Plug it in and enjoy

Finally, place your new lamp in your favorite spot and enjoy.